
HVOF or high velocity oxygen fuel thermal spray, is a technique used to apply protective coating to your hydraulic cylinder componentry. It differs from other thermal spray coating processes and the more traditional chrome-plating.
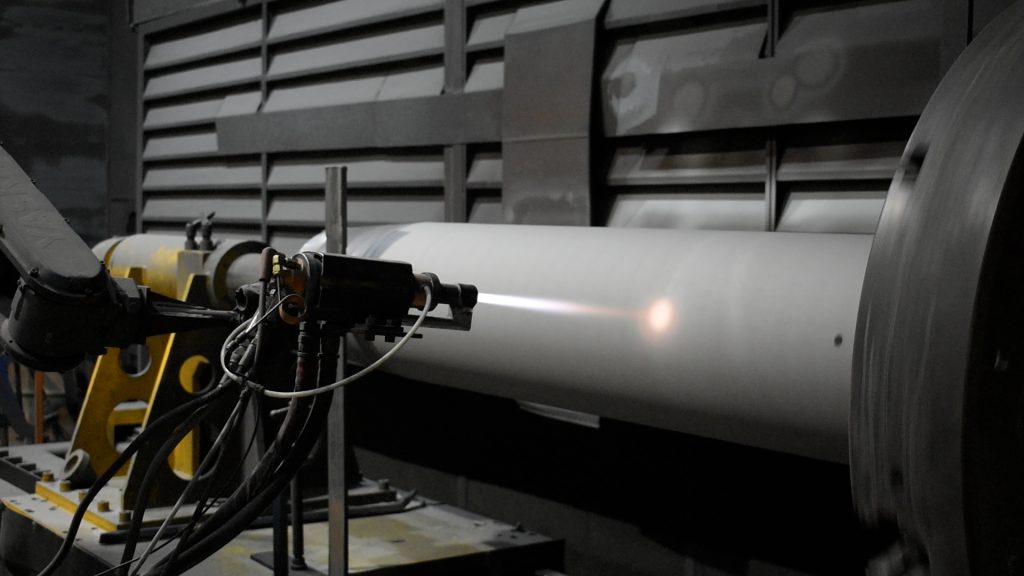
Using a flame spray technique, HVOF feeds a granulated powder into a 5,000°C flame at the back of a flame gun.
The melted powder is blasted at three times the speed of sound onto a metal surface where it becomes a mechanically bonded protective layer.
If shooting 5,000°C liquid metal at supersonic speeds isn’t exciting enough for you, here are some other the benefits of using HVOF for hydraulic cylinder repair and reconditioning.
Diversity of application
There are a range of options for powder coating depending on the application of the completed product.
1342 is a Tungsten Carbide and Cobalt powder which is hard and durable but must be ground finished. The best application would be in high wear areas. 1342 has the composition of 88% Tungsten Carbide and 12% Cobalt.
At Austchrome we use four different powders for HVOF. The most common two are 1274 Nickel Chromium and 55606 Nickel Chromium. The difference being 55606 has 6% more Chromium in its composition and is about 10 Rockwell harder. This means it is hard-wearing, but also harder to machine, prolonging the remanufacture process. Alternately, whilst 1274 may not be as hard-wearing, it is easier to machine.
The last and least commonly used powder is 1375 which has the composition of 75% Chromium Carbide, 20% Nickel and 5% Chromium and is the closest of the four to true Chrome replacement and, like 1342, requires grinding.

Speed and accuracy
Using a combination of vertical and horizontal rotators and robotic arms ensures a consistent application of the coating spray.
Cylinder components are fixed to these rotators and spun. As the rotators spin with the cylinder component fixed, the pre-programmed robotic arms spray the coating onto the surface with powder flow adjusted to suit the RPM.
At Austchrome we have four vertical rotators with a maximum speed of 50RPM. We also have three horizontal rotators with the largest hitting speeds of 750PM and the smallest reaching up to 1600RPM!
Using preprogramed, automated tooling as opposed to manual application means we can complete jobs fast, with maximum consistency and minimum need for grinding post-application.
Long-lasting, hard-wearing
HVOF thermal spray coatings are much hardier than other thermal spray processes.
The higher particle impact velocity means creates a denser, and therefore harder coating. It also means it is less porous, which prevents environmental impacts such as surface corrosion.
The velocity of impact also improves the cohesive bond between the surface metal and coating and creates a smoother finish too, meaning it is less vulnerable to impact damage and wear.
A 5,000°C flame heats the powder fast and deposits it onto the surface metal instantly, allowing it to cool quickly and preventing any chemical changes to the coating maintaining its chemical integrity and hardness.
In general, the coatings used for HVOF are much harder-wearing than other industry standard options. This means a longer life cycle for your components and less down-time for your machinery.
To find out more about how Austchrome’s HVOF technology can benefit your business, get in touch today!
Our knowledge and expertise in the craft of machining, chroming and repair is unmatched